Tác giả: Ceos
Đánh giá khí nén toàn diện: Quy trình 5 bước
Ngày đăng: 22/04/2024 | Người đăng: FIL | Lượt xem: 120 lượtBộ Năng lượng Hoa Kỳ ước tính rằng máy nén khí sử dụng đến 10% tổng lượng điện được sản xuất tại Hoa Kỳ. Hơn nữa, Bộ Năng lượng tính toán rằng có đến 50% năng lượng này bị lãng phí. Riêng rò rỉ khí nén đã chiếm tới 25-30% lượng sử dụng khí nén nén. Do đó, nhiều công ty công nghiệp đang xác định các cách giảm tiêu thụ năng lượng của hệ thống khí nén của họ. Một trong những phương pháp phổ biến nhất là kiểm tra khí nén toàn diện. Bài báo cáo xác định năm bước cần thiết để thực hiện một cuộc kiểm tra khí nén hiệu quả. Những bước này bao gồm:
Bước 1: Tiến hành khảo sát địa điểm
Bước 2: Đo lường và định lượng kW / 100 cfm
Bước 3: Tìm hiểu động lực của hệ thống
Bước 4: Thực hiện đề xuất cải thiện kW/100 cfm
Bước 5: Xác minh hiệu suất của kW/100 cfm

Bài viết sử dụng ví dụ thực tế với thông tin hệ thống từ một nhà sản xuất vật liệu từ tính để minh họa rõ ràng từng bước cho thấy họ đã giảm được 42% chi phí năng lượng hàng năm như thế nào.
FIL Vietnam (dịch)
BÀI VIẾT MỚI NHẤT




BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
10 mẹo giúp bạn tiết kiệm năng lượng trong hệ thống khí nén
Ngày đăng: 20/04/2024 | Người đăng: FIL | Lượt xem: 202 lượtThực hiện mười bước sau để tiết kiệm năng lượng trong hệ thống khí nén của bạn
1. Tắt máy nén khi không cần thiết
Một máy nén 100 hp có thể tiêu tốn 75.000 USD chi phí tiền điện mỗi năm (dựa trên 8.760 giờ ở mức 0,10 mỗi kWh).
2. Xác định và khắc phục rò rỉ

Rò rỉ lãng phí rất nhiều tiền, ngay cả việc xử lý một số rò rỉ lớn cũng giúp ích cho tiết kiệm năng lượng và giảm chi phí lãng phí.
Ngừng lãng phí khí nén và bắt đầu giảm chi phí năng lượng
Bộ Năng lượng Hoa Kỳ ước tính 25% khí nén bị thất thoát do rò rỉ và tỷ lệ này còn cao hơn ở nhiều nhà máy. Chương trình phát hiện và sửa chữa rò rỉ khí nén là một giải pháp thông minh dành cho các cơ sở sản xuất mong muốn ngừng lãng phí khí nén và bắt đầu giảm chi phí năng lượng.
Việc xử lý ngay cả một phần rò rỉ cũng mang lại hiệu quả kinh tế nhanh chóng. Ngoài ra, việc giảm rò rỉ khí nén giúp tăng tuổi thọ sử dụng và ổn định áp suất hệ thống.
3. Loại bỏ việc sử dụng khí nén không phù hợp
Sử dụng khí nén để xả khí không chỉ lãng phí mà còn có thể nguy hiểm. Bạn có biết rằng khí nén có áp suất trên 30 psi để xả khí thực sự là vi phạm OSHA?
4. Áp dụng các điều khiển thích hợp cho nhiều hệ thống máy nén
Bộ điều khiển hệ thống giúp duy trì áp suất hệ thống ổn định và đảm bảo rằng chỉ các bộ máy nén cần thiết mới được đưa vào hoạt động và chúng đang hoạt động ở hiệu suất cao nhất.
5. Đảm bảo đường ống và bình tích có kích thước phù hợp
![]()
Nhiều hệ thống không có bình tích khí. Chúng tôi khuyến cáo sử dụng cả bình tích “ướt” và “khô”. Đường ống có kích thước nhỏ sẽ làm tăng độ sụt áp trong hệ thống.
6. Thay đổi lõi lọc định kỳ để loại bỏ tình trạng sụt áp
Cứ giảm 2 psi áp suất sẽ làm giảm 1% hiệu suất của máy nén.
7. Sử dụng hệ thống thoát nước ngưng tự động, không thất thoát khí nén
Không cần phải theo dõi nước xả ngưng thủ công, chúng hoạt động bằng cảm biến điện dung. Chúng chỉ xả khí nén đẩy nước ngưng tụ đi, không xả khí một cách hoang phí.
8. Áp dụng máy nén tích hợp biến tần thay đổi tốc độ thích hợp

Máy nén khí có tốc độ thay đổi không phải là giải pháp “phù hợp cho tất cả”. Nhưng nếu bạn có nhu cầu khác nhau, nó có thể giúp bạn tiết kiệm hàng nghìn đô la chi phí điện mỗi năm.
9. Giảm áp suất vận hành xuống mức cài đặt thấp nhất có thể
Cứ giảm 2 psi áp suất chênh áp vận hành hệ thống, bạn tiết kiệm được 1% hiệu suất máy nén.
10. Thu hồi nhiệt thải từ máy làm mát
Máy nén 50Hp loại bỏ nhiệt xấp xỉ 126.000 Btu mỗi giờ
Chiến lược giảm chi phí năng lượng là rất quan trọng để duy trì tính cạnh tranh. Một nguồn năng lượng chính thường bị bỏ qua là thu hồi nhiệt do máy nén tạo ra. Vì 100% năng lượng điện được sử dụng bởi máy nén khí được chuyển thành nhiệt và 96% năng lượng này có sẵn để phục hồi nên tiềm năng tiết kiệm là rất lớn.
Thiết kế khép kín hoàn toàn của máy nén trục vít hiện đại khiến chúng đặc biệt thích hợp cho việc thu hồi nhiệt. Điều này đúng với cả máy nén có dầu và máy nén không dầu. Hệ thống của bạn càng lớn, chạy càng nhiều thì bạn càng tiết kiệm được nhiều chi phí khi thu hồi nhiệt. Nhiều mẫu máy có kích thước trung bình và lớn hơn (truyền động trực tiếp) tích hợp thu hồi nhiệt, nhưng bạn có thể bổ sung khả năng thu hồi nhiệt cho hệ thống hiện tại của mình bằng các bộ trao đổi nhiệt bên ngoài được mô tả bên dưới.
Lợi thế của bạn
- Giảm chi phí năng lượng: Việc thu hồi nhiệt do máy nén tạo ra trong nhà máy có thể giúp bạn tiết kiệm năng lượng đáng kể.
- Giảm lượng khí thải CO2 của bạn: Việc sử dụng năng lượng hiệu quả hơn có thể làm giảm lượng khí thải CO2 tại tổ chức của bạn
Tận dụng không khí nóng
Có thể sử dụng tới 96% nhiệt thải của máy nén để sưởi ấm không gian.
Hệ thống trao đổi nhiệt tấm PTG
Máy nén trục vít quay từ dòng SM (từ 7,5 mã lực) trở lên có thể được trang bị hệ thống PTG. Tùy thuộc vào kích thước của hệ thống máy nén, bộ trao đổi nhiệt PTG được tích hợp bên trong thiết bị hoặc được lắp đặt bên ngoài.
Bộ trao đổi nhiệt vỏ và ống
Trong các hệ thống làm mát bằng nước, có sẵn bộ trao đổi nhiệt dạng tấm hoặc dạng vỏ và ống tích hợp, tùy thuộc vào chất lượng nước hiện có. Các chuyên gia về khí nén của chúng tôi có thể tư vấn cho bạn về thiết kế nào phù hợp với ứng dụng cụ thể của bạn.
FIL Vietnam (dịch)
BÀI VIẾT MỚI NHẤT
BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
Máy sấy hấp thụ – 10 bài học kinh nghiệm
Ngày đăng: 12/04/2024 | Người đăng: FIL | Lượt xem: 262 lượtTài liệu cho hội thảo “Nguyên tắc cơ bản về Hệ thống khí nén” của chúng tôi đề cập ngắn gọn về một số loại máy sấy khí. Một loại máy sấy thường phổ biến và sử dụng rộng rãi trên thị trường là máy sấy hấp thụ. Những máy sấy này có một số đặc điểm có thể ảnh hưởng đến chi phí vận hành của thiết bị và hoạt động của máy nén khí, do đó có thể ảnh hưởng đến hiệu suất của toàn bộ hệ thống khí nén.
Các máy sấy hấp thụ sử dụng hạt hấp thụ có tính năng hấp thụ ẩm bằng cách hấp thu nước vào các lỗ trong hạt hấp thụ, cho phép một lượng lớn độ ẩm được thu giữ lại bởi một lượng tương đối nhỏ số hạt hấp thụ. Các loại hấp thụ bao gồm silicagel, nhôm hoat tính và các loại hạt sàng phân tử. Trong một số trường hợp, hạt hấp thụ có thể được sử dụng cho các ứng dụng sấy khô đặc biệt. Trong hầu hết các trường hợp này, kích thước hạt lớn (1/4” hoặc hơn) được sử dụng như một vùng đệm ở đầu vào, trong khi kích thước hạt hút ẩm kích thước nhỏ hơn (1/8” đến 1/4”) được sử dụng cho việc sấy khô cuối cùng. Khi cần độ ẩm thấp, các hạt hấp phụ sàng phân tử được thêm vào như chất sấy khô cuối cùng. Điểm sương thấp phổ biến cho các máy sấy này là -40 độ. Mặc dù mức này có thể cần thiết cho các quy trình hoặc thiết bị nhạy cảm, mức độ khô này thường không cần thiết trong sản xuất phổ thông trừ khi đường ống dẫn khí nén tiếp xúc với nhiệt độ lạnh xâu.
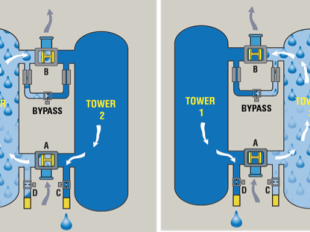
Thường thì hạt hấp thụ được chứa trong hai tháp riêng biệt. Khí nén cần được sấy sẽ chảy qua từng tháp, trong khi hạt hấp thụ trong tháp kia đang được tái tạo lại. Quá trình tái tạo được thực hiện bằng cách giảm áp suất trong tháp và khí nén khô thổi vào lớp hấp thụ. Khí nén khô cũng có thể được làm nóng, bên trong máy sấy hoặc bên ngoài – mục đích là để giảm lượng khí nén khô cần thiết. Khí tái sinh nóng cũng có thể được cung cấp bởi một máy thổi. Tất cả các máy sấy hấp thụ đều có một chu trình tái sinh tích hợp, có thể dựa trên thời gian, điểm sương, lượng ẩm của lớp hấp thụ hoặc kết hợp các yếu tố này.
Tất cả các máy sấy hấp thụ đều có hệ thống lọc đầu vào để ngăn một phần nước và hơi dầu làm hỏng và gây ô nhiễm cho hạt hấp thụ. Và tại đầu ra máy sấy cũng có bộ lọc để lọc các bụi của hạt hấp thụ được tạo ra từ sự di chuyển liên tục của hạt hấp thụ va chạm vào nha khi dòng khí đi qua.
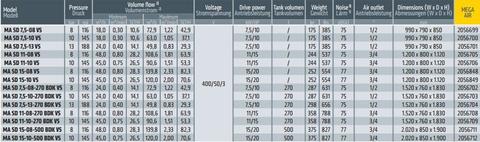
So với máy sấy khí làm lạnh, chi phí vận hành của máy sấy hấp thụ khá cao, do đó việc sử dụng chúng nên được xem xét cẩn trọng. Máy sấy lạnh tiêu thụ khoảng 0,8 kW mỗi 100 cfm của công suất máy sấy, bao gồm cả công suất của máy nén cần thiết để bù đắp cho áp suất chênh lệch qua máy sấy. Máy sấy hấp thụ không sử dụng nhiệt tiêu thụ khoảng 15 đến 20% của công suất của họ cho khí nén khô. Điều này có nghĩa là 15 đến 20 cfm khí khô cho mỗi 100 cfm của máy sấy. Nếu khí nén được tạo ra với công suất cụ thể trung bình là 20 kW mỗi 100 cfm tại máy nén, chi phí cho khí khô tái sinh là khoảng 3 đến 4 kW mỗi 100 cfm của công suất máy sấy. Thêm vào đó chi phí cho áp suất chênh lệch của máy sấy và các bộ lọc liên quan, và chi phí trở thành 3,5 đến 4,5 kW mỗi 100 cfm ở tải đầy đủ. Điều này cao gấp 4 đến 6 lần so với chi phí của khí máy sấy lạnh.Top of Form
Trong suốt những năm qua, tôi đã học được một số bài học quan trọng về máy sấy hấp thụ mà tôi muốn chia sẻ ở đây vì lợi ích chung của mọi người
Bài học 1 – Lượng khí tái sinh dựa trên công suất định mức
Điều quan trọng phải nhận ra rằng công suất khí khô tái sinh của máy sấy hấp thụ không kiểm soát dựa trên công suất định mức, không phải lượng khí đang thông qua nó. Việc kiểm soát khí nén tái sinh thường chỉ là một lỗ thông hoặc van mở một cách nhẹ nhàng cho phép lượng khí cố định từ phía áp suất cao chạy tới phía đang được tái tạo. Lưu lượng khí không bị ảnh hưởng bởi lượng khí đang được làm khô trong máy sấy trừ khi có kiểm soát điểm sương hoặc độ ẩm nào đó. Một máy sấy được thiết kế đúng kích thước sẽ lớn hơn để bù đắp cho các điều kiện xấu nhất, nơi nhiệt độ môi trường và nhiệt độ khí đầu vào quá cao khi ở tải đầy đủ. Thông thường, lượng tải trung bình của các máy sấy không ở trong các điều kiện xấu nhất, tuy nhiên một máy sấy thông thường sẽ hoạt động ở lưu lượng trung bình thấp hơn công suất định mức. Ví dụ, lưu lượng trong một máy sấy khí cố định 1.000 cfm là chỉ có một nửa công suất định mức hoặc 500 cfm, lưu lượng khí tái sinh vẫn sẽ là 15 đến 20% của công suất định mức hoặc 150 đến 200 cfm. Điều này có nghĩa là lượng khí tái sinh thực sự bây giờ sẽ là 30 đến 40% của lưu lượng trung bình. Ở phần tải một phần tư, lưu lượng khí tái sinh sẽ là 60% đến 80% của lưu lượng trung bình
Bài học 2 – Đôi khi lưu lượng khí tái sinh vẫn tiếp tục hoạt động khi máy nén tắt
Nếu máy sấy hoạt động trên chu kỳ cố định mà không có kiểm soát điểm sương, và máy nén tắt vì một lý do nào đó, dừng lưu lượng khí nén thông qua máy sấy, lưu lượng khí tái sinh thường tiếp tục được cung cấp từ các máy nén khác trong hệ thống. Dòng chảy này cho phép chu kỳ khí tái sinh tiếp tục mà không bị gián đoạn. Tuy nhiên, một khi hạt hấp thụ đã được tái tạo, máy sấy không kiểm soát sẽ tiếp tục tiêu thụ khí tái sinh mà không có lý do, lãng phí lượng khí nén đáng kể. Trong trường hợp này, hiệu suất của máy sấy rất kém. Nếu nhiều máy sấy tồn tại trong tình trạng này trong các khoảng thời gian tải thấp, sự lãng phí có thể rất nghiêm trọng.
Bài học 3 – Máy sấy khí thường là nguồn tiêu thụ lớn nhất của khí nén
Khi kiểm tra một hệ thống nén khí, người ta thường thấy rằng máy sấy hấp thụ không được kiểm soát, là nơi sử dụng khí nén nhiều nhất trong nhà máy. Điều này đúng cho các hệ thống có tải nhẹ, nơi máy nén và máy sấy lớn hơn rất nhiều so với lượng tải trung bình thực tế do không phù hợp về kích thước hoặc đặc điểm tải. Gần đây, một cuộc kiểm tra tại một cơ sở chế biến ngũ cốc cho thấy một lưu lượng khí nén cao được sử dụng khi nhà máy không sản xuất. Nhiều phương pháp đã được thực hiện trong việc tìm kiếm rò rỉ và xả khí chỉ để phát hiện ra rằng máy sấy không dùng nhiệt sử dụng khí nén tái sinh vượt mức không cần thiết. Việc sửa chữa tình trạng này đã ngăn việc mua một máy nén lớn hơn.
Bài học 4 – Lưu lượng khí tái sinh có thể thay đổi
Việc điều chỉnh lưu lượng khí tái sinh trong máy sấy hấp thụ là quan trọng. Thông thường đây là việc điều chỉnh thủ công được thực hiện cụ thể trong chu kỳ máy sấy. Nhiều khi việc điều chỉnh đơn giản chỉ là vị trí của van bi dựa trên chỉ số áp suất trên đồng hồ đo. Theo thời gian, van bi có thể bị điều chỉnh sai và đồng hồ đo có thể không còn hiệu chuẩn. Các cổng xả khí tái sinh có thể bị tắc, gây ra áp suất ngược có thể làm giảm lưu lượng khí tái sinh. Việc điều chỉnh kém hiệu quả có thể dẫn đến lưu lượng khí tái sinh cao hơn nhiều so với công suất của máy sấy. Vì thường không có cách nào để đo lường trực tiếp lưu lượng khí tái sinh, dẫn đến lưu lượng sử dụng cao gây lãng phí, hiếm khi được phát hiện. Việc kiểm tra định kỳ là một hành động tốt.
Gần đây, một nhà máy làm sạch hạt giống đã mua một máy sấy khí hấp thụ đã qua sử dụng để sử dụng. Khi được lắp đặt, nhà máy bắt đầu gặp vấn đề về áp suất trong một chu kỳ 10 phút. Một kỹ thuật viên được gọi đến và kiểm tra đánh giá tình hình và phát hiện áp suất giảm mỗi khi máy sấy khí được xả ở phía bên trái của nó. Khi kiểm tra bên trong máy chúng ta thấy rằng van cho phía bên trái đã bị mất, có thể được tháo rời trong quá trình vận chuyển.
Bài học 5 – Áp suất ảnh hưởng đến lưu lượng khí tái sinh
Vì nhiều lý do, một số hệ thống hoạt động ở áp suất cao hơn 100 psi hoặc cao hơn. Nếu máy sấy sử dụng một van hẹp cố định, áp suất cao này sẽ làm cho máy sấy tiêu thụ lưu lượng khí tái sinh cao hơn công suất quy định. Máy sấy hoạt động ở áp suất cao cần ít lưu lượng khí tái sinh hơn công suất quy định. Các nhà sản xuất có thể cung cấp các van lỗ phù hợp cho các áp suất khác nhau để giảm lưu lượng lãng phí này, từ đó tiết kiệm chi phí khí tái sinh.
Bài học 6 – Kiểm tra van kiểm tra
Một số thiết kế máy sấy có tích hợp van kiểm tra bên trong máy sấy. Khi van kiểm tra này được đặt ở hạ lưu của điểm nơi lưu lượng khí tái sinh được điều hướng lại phía tái tạo, khí nén từ nhà máy không thể trở lại máy sấy để duy trì lưu lượng khí tái sinh nếu máy nén ngừng hoạt động. Điều này có thể mang lại lợi ích tiết kiệm năng lượng nếu máy nén tắt nguồn, tuy nhiên, vì máy nén bây giờ phải cung cấp duy nhất cho khí tái sinh máy sấy, có thể gây ra vấn đề điều khiển máy nén. Khi máy sấy có một van kiểm tra và không có bình chứa lớn giữa máy nén và máy sấy, máy nén có chế độ nạp/ giải tải sẽ hoạt động nhanh chóng. Ngay khi máy nén cố gắng giảm tải, máy sấy sẽ cướp tín hiệu điều khiển của máy nén, van kiểm tra ngăn ngừa dòng chảy ngược, và máy nén sẽ phải chạy tải ngay lập tức. Điều này có thể tiếp tục với máy nén tải/giải tải nhanh chóng một cách không hiệu quả, ngay cả khi không có tải thực sự nào trên máy nén
Bài học 7 – Điều khiển điểm sương
Một cách để đảm bảo lưu lượng khí tái sinh duy trì ở gần mức 15 đến 20% của lưu lượng máy sấy thực tế là sử dụng điều khiển điểm sương hoặc tải trên máy sấy. Những điều khiển này điều chỉnh thời gian khí tái sinh của máy sấy để đảm bảo tất cả chất hấp thụ đã bão hòa trước khi lưu lượng khí tái sinh bắt đầu tái tạo chất hấp thụ. Phương pháp điều khiển này đôi khi có những vấn đề vì thiết kế cho phép cả hai bên của chất hấp thụ bão hòa hoàn toàn trước khi lưu lượng khí tái sinh được bật. Vì cả hai tháp đều cần tái tạo, chu kỳ cần nhiều khí tái hơn. Điều này đã thúc đẩy nhà sản xuất lắp đặt cảm biến độ ẩm ở một phần trên các tháp để phát hiện độ ẩm đạt đến một mức nhất định hỗ trợ trong việc tái tạo. Còn có một cách khác là sử dụng một bộ hẹn giờ để hoạt động ở thời gian nhất định. Loại hệ thống này có hạn chế về khả năng giảm tải cho tải nhẹ. Tất nhiên, cảm biến điều khiển điểm sương chỉ tốt khi nó được hiệu chuẩn đúng cách. Tại một nhà máy giấy, các nhân viên vận hành hệ thống khí nén đã kiểm tra và ghi lại giá trị điểm sương của máy sấy hấp thụ của họ 2 giờ/lần. Chỉ số luôn ổn định ở -120 F, không bao giờ thay đổi. Một kỹ thuật viên chỉ ra rằng có nước đang chảy ra từ bộ lọc sau của máy sấy hấp thụ, nhưng cảm biến vẫn hiển thị -120 F. Cảm biến đã bị ngập nước và không thể đọc chính xác, cần hiệu chuẩn lại thiết bị đo lường.
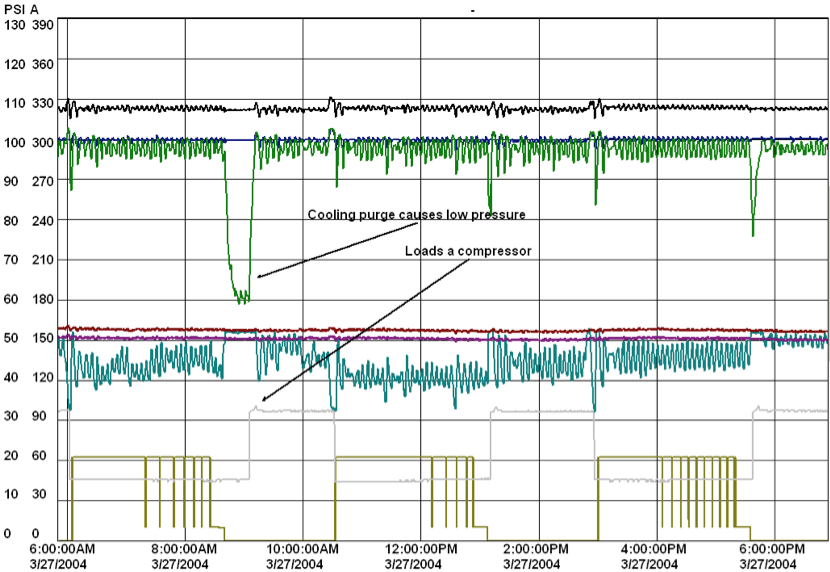
Bài học 8 – Không có khí tái sinh không có nghĩa là không dùng khí nén khô.
Một ưu điểm cho máy sấy kiểu quạt nóng là máy sấy không cần khí nén khô, chúng sử dụng không khí xung quanh được làm nóng để tái tạo chất hấp thụ, không phải là khí nén đắt tiền. Nhưng chất hấp thụ trong máy sấy vẫn nóng sau chu kỳ tái tạo, và chất hấp thụ nóng không làm khô không khí. Vì không có đủ thời gian để làm mát một cách tự nhiên trong một chu kỳ bình thường bốn giờ, chất hấp thụ thường được làm mát bằng một luồng khí nén, vẫn tiêu thụ khí khô. Hầu hết các nhà sản xuất loại máy sấy này đánh giá lưu lượng làm mát này ở 2% so với công suất trên nhãn máy sấy. Trong thực tế, 2% này thường là 8% trong một giờ của chu kỳ 4 giờ của máy sấy, trung bình là 2%. 8% này có thể có những tác động lớn nếu không có đủ công suất máy nén trực tuyến để cung cấp lưu lượng này. Biểu đồ dưới đây tại một nhà máy phân bón. Lưu lượng gây áp suất thấp trong cơ sở sản xuất mỗi bốn giờ trừ khi một máy nén 125 HP được giữ hoạt động. Máy sấy cụ thể này đã được thiết kế quá lớn với 4.000 cfm cho tải trọng trong tương lai, tuy nhiên, nó chỉ sấy ở công suất của hai máy sấy không khí 750 cfm. Sự mất mát nhiệt trong máy sấy này là quá nhiều. Máy sấy cũng có một lỗi trong phần mềm vận hành của nó khiến lưu lượng làm mát hoạt động trong 1,5 đến 2 giờ thay vì một giờ nếu chu kỳ làm nóng kết thúc sớm do lượng ẩm thấp, làm tăng thêm lượng khí nén bị lãng phí.
Bài học 9 – Ảnh hưởng của nhiệt độ và lưu lượng
Nhiệt độ của khí vào ảnh hưởng đến độ ẩm trong máy sấy hấp thụ phải xử lý. Đối với giảm 20 độ F nhiệt độ, lượng ẩm giảm gần một nửa. Máy sấy không sử dụng nhiệt để tái tạo không bị ảnh hưởng bởi sự giảm lượng ẩm này, do đó chúng không tiết kiệm nếu nhiệt độ khí nén giảm. Máy sấy tái tạo bằng nhiệt được điều khiển theo điểm sương, ngược lại, giảm lưu lượng khí tái sinh tỷ lệ với lượng ẩm được tải lên. Điều này có thể được sử dụng như một biện pháp hiệu quả tiết kiệm năng lượng. Trên thực tế, ít nhà sản xuất bán một máy sấy lai sử dụng hiệu ứng này bằng cách đặt một bộ làm mát khí ở phía trước của máy sấy và một máy sấy chất hấp thụ được làm nóng ở phía sau.
Bài học 10: Lọc tạo ra chênh lệch áp suất và tăng năng lượng tiêu thụ
Do chất hấp thụ nhạy cảm với sự ô nhiễm dầu và hơi ẩm, thường có một chuỗi bộ lọc ở đầu vào và đầu ra của những máy sấy này. Thông thường, các bộ lọc kết hợp lọc bụi, lọc dầu được đặt ở đầu vào và bộ lọc bụi ở đầu ra. Khi kiểm tra những máy sấy này, đây là một vị trí thường chênh lệch áp suất lớn nhất trong toàn bộ hệ thống. Nơi mà có 5 đến 7 psi tồn tại trên kết hợp bộ lọc máy sấy, khoảng 2 đến 3% năng lượng của máy nén cần được sử dụng để vượt qua sự cản trở này.
Hơn nữa, chênh lệch áp suất có thể ảnh hưởng tiêu cực đến điều khiển máy nén và có thể gây ra việc tắt/mở nhanh chóng của máy nén tải/đỡ tải, điều này có thể đẩy chúng đến các điểm hoạt động không hiệu quả trên đường cong của chúng, gây ra nhiều hơn năng lượng tiêu thụ
Việc lựa chọn bộ lọc cửa vào kép có thể giảm thiểu ảnh hưởng này. Vì chênh lệch áp suất qua bộ lọc biến đổi theo bình phương của lưu lượng, việc lựa chọn bộ lọc song song giảm chênh lệch áp suất xuống một phần tư giá trị ban đầu, giảm thiểu 75%.
FIL Vietnam (dịch)
BÀI VIẾT MỚI NHẤT
BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
Lợi ích của việc sản xuất Nitơ tại chỗ
Ngày đăng: 10/04/2024 | Người đăng: FIL | Lượt xem: 248 lượtKhí Nitơ cung cấp nhiều ứng dụng đa dạng cho nhiều ngành sản xuất khác nhau. Là một chức năng tương tự như khí nén, việc sản xuất Nitơ tại chỗ có thể mang lại cơ hội tiết kiệm chi phí và các hiệu quả khác cho các nhà sản xuất khi họ chuyển từ sử dụng dịch vụ cung cấp Nitơ lỏng sang sản xuất tại chỗ.

Một số yếu tố ảnh hưởng đến bất kỳ phương pháp nào ra quyết định mua hàng hoặc thay đổi quy trình đối với hầu hết các nhà sản xuất. Những thay đổi này có làm cho nơi làm việc của chúng ta trở thành một môi trường an toàn hơn cho nhân viên của chúng ta không? Các quyết định chúng ta đưa ra liệu có khiến chúng ta trở thành những người bảo vệ môi trường tốt hơn, hay là những hàng xóm có trách nhiệm và là một người đi đầu trong số đối tác trong ngành của chúng ta không? Và cuối cùng, liệu chúng ta có thể đạt được hiệu quả cao hơn cũng như lợi nhuận nhanh chóng từ đầu tư này không, và việc đi theo một hướng mới sẽ tiết kiệm chi phí một cách to lớn trong dài hạn ra sao?
Khi câu trả lời cho tất cả những câu hỏi này đều là “có”, thì việc tìm lý do để không thay đổi hiện trạng hiện tại trở nên khó khăn. Đó là lý do tại sao một số nhà sản xuất phụ thuộc vào khí Nitơ như một chức năng quan trọng trong hoạt động kinh doanh của họ, và đang chuyển từ sử dụng dịch vụ cung cấp Nitơ lỏng sang việc sản xuất Nitơ tại chỗ. Việc đổi mới trở nên dễ dàng hơn khi các công ty nhận ra họ có thể tiết kiệm từ 40% đến 80%, tùy thuộc vào giá thị trường Nitơ lỏng hiện tại, khi chuyển sang việc tạo Nitơ tại chỗ
“Thiết bị tạo Nitơ bao gồm máy tạo Nitơ, máy nén khí và bình chứa.”
Giảm Chi Phí
Chi phí cung cấp Nitơ lỏng trên thị trường công nghiệp có thể dao động, tùy thuộc vào chi phí thị trường và địa điểm giao hàng, từ $0.35 cho một trăm feet khối đến $1.50 cho một trăm feet khối. Trong bình chứa, giá có thể tăng lên đến $3 cho một trăm feet khối. Việc chuyển sang việc sử dụng Nitơ tại chỗ ban đầu có thể giảm chi phí xuống khoảng $0.21 cho một trăm feet khối, không phụ thuộc vào vị trí của người sử dụng.
Ngay cả với chi phí vốn liên quan đến việc sản xuất nitơ tại chỗ (cho các thiết bị như máy tạo Nitơ, máy nén khí, bình chứa, chuẩn bị địa điểm, nguồn điện và việc bảo dưỡng liên quan), khách hàng có thể thu hồi vốn đầu tư trong thời gian từ 9 đến 24 tháng tùy thuộc vào các thiết bị họ đã có tại cơ sở của mình. Trong mỗi năm tiếp theo, chi phí hoạt động thường xuyên có thể giảm thêm xuống khoảng $0.11 cho một trăm feet khối – chỉ là chi phí bảo dưỡng và năng lượng.
Những khoản tiết kiệm này không bao gồm các chi phí bổ sung từ các nhà cung cấp Nitơ, có thể thay đổi tuỳ theo từng khu vực. Một số phát sinh như: chi phí Nitơ lỏng cho mỗi trăm feet khối, chi phí thuê bình chứa, chi phí giao hàng, chi phí hàng nguy hiểm và nhiều chi phí khác cũng thường xuyên xuất hiện trên hóa đơn giao hàng. Tác động môi trường cũng ảnh hưởng và chi phí tăng lên bởi phương tiện giao hàng khi xem xét nhu cầu nhiên liệu diesel và lượng khí thải carbon.
Hơn nữa, việc giao Nitơ lỏng đòi hỏi khí Nitơ phải được chuyển đổi thành chất lỏng trước khi được vận chuyển bằng xe tải trước khi chuyển lại thành khí Nitơ tại chỗ. Việc sản xuất Nitơ lỏng đòi hỏi một lượng lớn năng lượng điện, vì điểm sôi của Nitơ là -320 độ F. Tuy nhiên, 80% việc sử dụng Nitơ là dưới dạng khí chứ không phải dạng lỏng.
Sự thất thoát sản phẩm trong quá trình vận chuyển, từ cơ sở Nitơ đến xe tải và từ xe tải đến cơ sở sản xuất, góp phần gây lãng phí sản phẩm. Nitơ được giao phải được lưu trữ tại chỗ trước khi sử dụng. Trong một bình chứa được làm mát, khách hàng nhận Nitơ được giao đến cơ sở của họ sẽ mất tự động 10% thể tích giao hàng. Hơn nữa, một bình có độ chân không tốt sẽ mất ít nhất 0.4% thể tích mỗi ngày nếu áp suất bên trong được phép tăng khi sản phẩm trên đầu bình không được sử dụng ngay lập tức. Việc thải áp lực này chỉ góp thêm lãng phí không cần thiết.
Các nhà cung cấp thiết bị Nitơ tại chỗ có thể hợp tác với các nhà sản xuất để phát triển một bảng tính giúp họ xác định mức tiết kiệm tối đa đang chờ đợi khi chuyển từ Nitơ lỏng được giao đến việc tạo Nitơ tại chỗ trong nhiều ngành công nghiệp khác nhau.
Các cơ sở sản xuất thực phẩm, nhà sản xuất tiện ích, bao gồm các nhà máy lọc dầu mỏ và các cơ sở sản xuất năng lượng khác, ngành điện tử, hóa chất và dược phẩm phụ thuộc vào khí nén thường dùng đến khí Nitơ. Ở một số ngành và địa điểm, việc có ứng dụng Nitơ cung cấp bằng màng hoặc PSA tại chỗ là một sự cần thiết, chẳng hạn như khoan và khai thác ngoài khơi, nơi việc vận chuyển bằng phương tiện khó khăn hoặc chi phí quá cao. Việc tạo Nitơ tại chỗ cũng có thể giúp đạt được mức độ tinh khiết cao hơn – đặc biệt là với các ứng dụng nhạy cảm hoặc phức tạp như trong lĩnh vực sản xuất dược phẩm, điện tử và hóa chất.
Tăng Cường An Toàn Cho Nhân Viên
Nhân viên là tài nguyên quý giá nhất của một cơ sở sản xuất, và cung cấp một môi trường làm việc an toàn là ưu tiên hàng đầu của mọi nhà sử dụng lao động. Với việc tạo Nitơ tại chỗ, khả năng xảy ra tai nạn cho công nhân do rò rỉ bình chứa và tiềm năng tiếp xúc với Nitơ lỏng ở nhiệt độ -320 độ F trong quá trình giao hàng và xả hàng được tự động loại bỏ. Bạn còn nhớ những lớp học khoa học ở trường, nơi giáo viên mặc găng tay cao su và nhúng một bông hoa hồng mong manh vào Nitơ lỏng trước khi đập vỡ những cánh hoa đóng băng ngay lập tức trên mặt bàn? Bị bỏng nặng do tiếp xúc với da là rất nguy hiểm và cũng rất có thể xảy ra khi sử dụng Nitơ được giao hàng.
Giảm Tác Động Môi Trường
Một vấn đề khác mà các nhà sản xuất quan tâm là khả năng giảm thiểu tác động môi trường của cơ sở sản xuất. Mặc dù việc gắn nhãn các phương pháp làm việc là xanh hoặc bền vững đã trở nên quá phổ biến, nhưng không may là quá ít nhà sản xuất thực sự tuân thủ lời hứa này. Khách hàng hiểu biết hơn và có thể truy cập vào hồ sơ và báo cáo thông qua việc tìm kiếm trực tuyến nhanh chóng. Việc nhà sản xuất chịu trách nhiệm đảm bảo rằng các hoạt động của họ chỉ tuân thủ là chưa đủ. Thực hiện các bước để vượt lên các tiêu chuẩn đó cho thấy sự cam kết thực sự, đồng thời cung cấp kết quả đo lường chứng minh rằng lời nói của họ là hoạt động thường xuyên. Giảm lượng carbon thải là một cách để biến lời nói thành hành động trong khi cũng giảm chi phí hoạt động.
Các nhà sản xuất có thể nhanh chóng tăng hiệu quả và giảm chi phí thông qua việc chuyển sang tạo Nitơ tại chỗ thay vì giao hàng. Và những lợi ích phụ liên quan đến sự thay đổi quy trình này cũng sẽ tạo ra ảnh hưởng lâu dài đối với nhân viên và khách hàng của bạn.
FIL Vietnam (dịch)
BÀI VIẾT MỚI NHẤT
BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
Giữ cho các chất gây ô nhiễm không tiếp xúc với nguồn cấp khí nén trong quá trình chế biến thực phẩm và đồ uống
Ngày đăng: 04/04/2024 | Người đăng: FIL | Lượt xem: 333 lượtTheo Bộ Nông nghiệp Hoa Kỳ, có hơn 30.000 nhà máy chế biến thực phẩm và đồ uống trên khắp Hoa Kỳ sử dụng hơn 1,5 triệu công nhân. Mỗi nhà máy đều áp dụng các quy trình khác nhau từ nguyên liệu nông nghiệp thô đến sản xuất ra các sản phẩm thực phẩm và đồ uống tiêu dùng.

Trong các quy trình đó, ứng dụng khí nén công nghiệp đóng một vai trò quan trọng. Các nhà máy chế biến sử dụng hệ thống khí nén để hỗ trợ việc sắp xếp, cắt, định hình và đóng gói các sản phẩm thực phẩm và đồ uống. Các công ty cũng sử dụng khí nén để làm sạch các bình chứa trước khi đổ đầy nguyên liệu và thổi bụi bẩn khi làm sạch thực phẩm và thiết bị.
Hệ thống khí nén đóng một vai trò quan trọng tại hầu hết các cơ sở chế biến thực phẩm và đồ uống
Hệ thống khí nén được sử dụng trong các nhà máy sản xuất thực phẩm và đồ uống bao gồm máy nén khí, máy sấy, bộ lọc khí, hệ thống đường ống, phụ kiện, vòng đệm, bình tích, van, bơm, xi lanh và động cơ khí.
Hệ thống này bao gồm các giai đoạn loại bỏ độ ẩm, dầu và hạt bụi. Các giai đoạn khác nhau bao gồm các thiết bị khác nhau như bộ tách nước, máy sấy hấp thụ, máy sấy lạnh, bộ lọc loại bỏ hơi dầu, bộ lọc kết hợp, bộ lọc hấp phụ, bộ lọc loại bỏ bụi và bộ lọc vi sinh. Mỗi giai đoạn loại bỏ độ ẩm và hạt bụi phải đáp ứng hoặc vượt qua các tiêu chuẩn hiệu suất của Cơ quan Dược phẩm Liên bang (FDA) và Tổ chức Tiêu chuẩn Quốc tế (ISO). Ngoài các tiêu chuẩn đó, Hội Khí nén Nén Anh (BCAS), Hội Tiêu chuẩn Bán lẻ Anh (BRC), Viện Chất lượng An toàn Thực phẩm (SQF), và Chương trình Nâng cao An toàn Thực phẩm Canada (FSEP) cũng đã ban hành các tiêu chuẩn hoặc các quy định tốt nhất cho việc giám sát chất lượng khí nén.
Mặc dù yêu cầu hệ thống có thể khác nhau, các ứng dụng chế biến thực phẩm và đồ uống sử dụng hệ thống khí nén tiếp xúc, hệ thống khí nén không tiếp xúc có nguy cơ cao, hoặc hệ thống khí nén không tiếp xúc. Hệ thống tiếp xúc đặt khí nén tiếp xúc trực tiếp với sản phẩm thực phẩm. Trong khi hệ thống không tiếp xúc có nguy cơ cao không đặt khí nén tiếp xúc với sản phẩm thực phẩm, mà là hệ thống tạo ra các vật liệu như bao bì, tiếp xúc trực tiếp với thực phẩm. Hệ thống không tiếp xúc làm việc với van điều khiển, động cơ khí và thiết bị không tiếp xúc trực tiếp với thực phẩm hoặc bao bì.
Vệ sinh trong Chế biến Thực phẩm và Đồ uống là ưu tiên hàng đầu
Mặc dù ngành công nghiệp này có quy mô và độ phức tạp cao, việc thu hồi sản phẩm vì lý do sức khỏe và an toàn do có chứa chất gây ô nhiễm hoặc mầm bệnh có thể gây ra tổn hại tài chính gần như không thể khắc phục và tổn hại danh tiếng của công ty. Các vi sinh vật gây hại có thể xâm nhập thông qua thực phẩm tươi sống, không khí, nước, bề mặt quá trình, tay hoặc quần áo của nhân viên nhà máy. Các vi sinh vật tạo thành màng sinh học trên thiết bị cắt và xay, băng tải, hệ thống đường ống, máy đóng gói, và máy trao đổi nhiệt.
Một cuộc khảo sát vào năm 2011 bởi Hiệp hội các nhà sản xuất hàng tiêu dùng mô tả tác động về việc thu hồi sản phẩm vì lý do sức khỏe và an toàn đối với ngành chế biến thực phẩm và đồ uống. Các tổn thất như doanh thu bị mất, chi phí ngừng hoạt động và mất sản phẩm
Tất cả điều này cho thấy tầm quan trọng cần thiết về an toàn và vệ sinh cho hệ thống khí nén được sử dụng trong sản xuất thực phẩm và đồ uống. Bất kỳ độ ẩm nào trong đường ống khí nén, động cơ khí, hoặc máy nén khí đều có thể tạo điều kiện cho sự phát triển của nấm và vi sinh vật. Nếu không có quy trình vệ sinh đúng đắn, hệ thống khí nén có thể thổi các chất ô nhiễm vi sinh, hơi dầu và các hạt bụi lên sản phẩm thực phẩm. Chất lượng khí nén sử dụng trong ngành thực phẩm và đồ uống yêu cầu cần khí nén khô.

Sự Tuân thủ Quy định Ảnh hưởng đến Hệ thống Khí Nén
Tất cả các hoạt động chế biến thực phẩm và đồ uống phải tuân thủ các tiêu chuẩn và quy trình thực hành về an toàn thực phẩm trong Luật Cải cách An toàn Thực phẩm (FSMA) của Cơ quan Dược phẩm Liên bang (FDA). FSMA bao gồm chuỗi cung ứng thực phẩm từ sản xuất thô đến chuẩn bị cho việc sử dụng của người tiêu dùng và tập trung vào việc ngăn chặn các bệnh do thực phẩm gây ra. Việc áp dụng các quy định đã tăng cường các cuộc kiểm tra nhà máy chế biến thực phẩm, cải thiện khả năng phát hiện các đợt dịch bệnh do thực phẩm và cung cấp thêm các quyền thu hồi các sản phẩm thực phẩm không đạt chất lượng. Ngoài ra, FSMA còn thành lập một cơ sở dữ liệu trung tâm để theo dõi và truy xuất thông tin an toàn thực phẩm.
Quy tắc cuối cùng của FSMA là về kiểm soát phòng ngừa với thực phẩm cho con người yêu cầu các cơ sở sản xuất thực phẩm phải có một kế hoạch an toàn, bao gồm một kế hoạch Phân tích rủi ro và điểm kiểm soát quan trọng (HACCP). Rủi ro – trong bối cảnh này – liên quan đến bất kỳ điểm tiếp xúc nào giữa khí nén và thực phẩm.
Kế hoạch HACCP phân tích các mối đe dọa sinh học, hóa học và vật lý, mô tả sản phẩm và bao gồm các biện pháp kiểm soát dựa trên rủi ro để giảm thiểu hoặc ngăn chặn các mối đe dọa đã được xác định. Các biện pháp kiểm soát phòng ngừa bao gồm các quy trình như nấu, sấy, làm lạnh, lọc, đông lạnh, tiệt trùng và axit hoá thực phẩm, xác định phương pháp để kiểm soát sự tiếp xúc chéo dị ứng và mô tả các quy trình vệ sinh. Các nhà máy chế biến phải theo dõi, sửa chữa, xác nhận và lưu trữ việc áp dụng các biện pháp kiểm soát phòng ngừa.
Điểm kiểm soát quan trọng (CCPs) xác định các mối đe dọa tiềm ẩn có thể xảy ra. Họ cũng xác định các biện pháp kiểm soát quá trình để ngăn chặn khả năng mối đe dọa từ thực phẩm gây ra các bệnh tật, thương tích hoặc tử vong. Sau khi xác định một CCP, các thành viên trong đội ngũ an toàn thực phẩm của nhà máy sẽ thiết lập và quản lý các giới hạn quan trọng nhằm xác định các điều kiện vận hành cho quy trình.
Bên cạnh việc xác định các CCPs, một kế hoạch HACCP cũng thiết lập các chương trình tiên quyết để vận hành các chương trình đào tạo và thực hành vệ sinh tốt. Kế hoạch HACCP cũng xác định các biện pháp khắc phục nếu lỗi hệ thống gây ra sai lệch so với giới hạn quan trọng của CCP và các hành động xác minh để đảm bảo tuân thủ kế hoạch an toàn thực phẩm.
Kế Hoạch HACCP Xác Định Rủi ro của Hệ Thống Khí Nén
Hoạt động bình thường của hệ thống khí nén trong ngành chế biến thực phẩm và đồ uống sẽ hút không khí môi trường vào hệ thống thông qua một bộ lọc nạp. Không khí môi trường chứa độ ẩm, bụi bẩn, hạt rắn, hơi dầu và các vật liệu khác có thể trở nên độc hại khi tiếp xúc với thực phẩm. Một mét khối không khí nén chưa được xử lý chứa khoảng 180 triệu hạt bụi, nước, hydrocacbon khí, phấn hoa, kim loại vi lượng và các chất ô nhiễm khác.
Khí nén chưa được xử lý cũng mang theo vi khuẩn có thể dễ dàng di chuyển qua hệ thống khí nén và tiếp xúc với sản phẩm thực phẩm. Cùng với khả năng tiếp xúc trực tiếp với thực phẩm, vi khuẩn có trong hệ thống khí nén cũng có thể bám vào máy nén khí, bình chứa, đường ống hệ thống và phụ kiện… và phát triển thành màng sinh học vi khuẩn.
Bởi vì hệ thống khí nén có thể tiếp xúc trực tiếp với thực phẩm hoặc có thể tiếp xúc với bao bì thực phẩm, có nhiều cơ hội cho các Điểm kiểm soát quan trọng (CCP) và các chương trình tiên quyết. Ví dụ: dao và dụng cụ trộn được điều khiển bằng khí nén tiếp xúc trực tiếp với thực phẩm và đại diện cho các CCP. Hệ thống đóng gói có tiếp xúc gián tiếp với sản phẩm thực phẩm và cũng hoạt động như các CCP.
Quản Lý Rủi ro của Hệ Thống Khí Nén
Kế hoạch HACCP và CCP liên kết việc xác định rủi ro với việc quản lý rủi ro được xây dựng thông qua các thiết kế cẩn thận và các quy trình bảo trì phòng ngừa. Các tiêu chuẩn quy định và ngành công nghiệp để ưu tiên sức khỏe và an toàn của người tiêu dùng trong quá trình chế biến thực phẩm và đồ uống sẽ ảnh hưởng đến thiết kế. Ví dụ về thiết kế dựa trên các tiêu chuẩn ngành, các nhà sản xuất khuyến nghị rằng hệ thống khí nén nên có bộ lọc khuẩn trên bất kỳ vị trí nào khí nén tiếp xúc gián tiếp hoặc trực tiếp với thực phẩm.
Một điểm thiết kế quan trọng khác liên quan đến việc loại bỏ độ ẩm từ khí nén, trước khi phân phối trong toàn bộ hệ thống, bằng các máy sấy. Không khí ẩm có thể khuyến khích sự phát triển của vi khuẩn và nấm trong máy nén khí và ống dẫn hệ thống của hệ thống khí nén có rủi ro tiếp xúc và không tiếp xúc. Khi các hệ thống hoạt động, các vi khuẩn và các chất gây ô nhiễm khác có thể thổi vào thực phẩm hoặc bao bì.
Các chương trình bảo trì liên tục xem xét các nguồn gốc của sự ô nhiễm và bắt đầu bằng việc không khí môi trường chảy vào đầu vào của máy nén khí thông qua bộ lọc hút. Họ tiếp tục với việc kiểm tra cẩn thận máy nén khí và kiểm tra hệ thống phân phối ống dẫn để kiểm tra sự hiện diện của chất ô nhiễm, cũng như giám sát bình chứa và thực hiện các biện pháp khắc phục. Quy trình bảo dưỡng cũng đề cập đến hiệu suất và bảo trì bộ tách nước và máy sấy. Ví dụ, một cuộc kiểm tra bảo trì kỹ lưỡng xác nhận rằng bộ tách nước loại bỏ chất lỏng số lượng lớn và điểm sương áp suất vẫn duy trì ở dưới ngưỡng nhiệt độ tới hạn cần thiết.
Các bộ lọc trong hệ thống khí nén cũng đóng vai trò là điểm bảo trì quan trọng do cần loại bỏ các hạt khỏi hệ thống. Những hạt rắn đó có thể bao gồm bào tử vi khuẩn vẫn tồn tại điều kiện khô, bụi môi trường, cặn ống, cặn từ các chất tẩy rửa hóa học và các chất ô nhiễm khác. Một cuộc kiểm tra có thể xác nhận rằng các bộ lọc kết hợp loại bỏ chất ô nhiễm rắn, nước và hơi dầu từ khí nén theo một ngưỡng đã được thiết lập là 0.01 micron ở hiệu suất ≥ 99.99% DOP (phương pháp thử nghiệm hơi Dioctylphthalate)
Bảo trì phòng ngừa cũng bao gồm việc theo dõi thường xuyên khí nén được sử dụng cho tất cả các quy trình sản xuất. Theo định nghĩa của Tổ chức Tiêu chuẩn Quốc tế, Hội Khí nén Anh và Viện Chất lượng Thực phẩm An toàn, các cuộc kiểm tra khí nén bao gồm việc phân tích hạt, dầu và chất ô nhiễm vi khuẩn. Hướng dẫn thực hành tốt nhất về khí nén dành cho Thực phẩm và Đồ uống của BCAS chỉ định rằng các công ty nên kiểm tra và xác nhận chất lượng của khí nén tiếp xúc trực tiếp hoặc gián tiếp với sản phẩm thực phẩm hai lần một năm hoặc khi các hoạt động bảo trì có thể ảnh hưởng đến chất lượng không khí.

Một Liều Phòng Ngừa Có Giá Trị Hơn Cả Trăm Liều Chữa Trị
Vì chế biến thực phẩm liên quan đến sự tham gia của con người nên khả năng thu hồi sản phẩm là rất thực tế. Ví dụ, vào năm 2016, đã có 905 vụ thu hồi. Dữ liệu cho thấy phần lớn các lần thu hồi thực phẩm là tự nguyện và được thúc đẩy bởi “xác suất hợp lý” rằng thực phẩm có thể bị ô nhiễm.
Hãy dừng lại một lát từ thông tin kỹ thuật và đặt vấn đề này vào một ngôn ngữ mà chúng ta tất cả đều hiểu. Tôi đã có cơ hội thăm quan nhiều loại cơ sở chế biến thực phẩm khác nhau tại Bắc Mỹ, và tất cả chúng đều coi việc an toàn thực phẩm là ưu tiên hàng đầu. Những cơ sở này, mặc dù được kiểm tra bởi cơ quan chính phủ, nhưng tự kiểm duyệt bằng các chuyên viên kiểm soát chất lượng đặc biệt. Khi bạn đang chế biến hoặc đóng gói thực phẩm, đừng nghĩ rằng một liều phòng ngừa chỉ đáng giá bằng một liều chữa trị. Trong thực phẩm được con người tiêu thụ và nguy cơ về các bệnh liên quan đến thực phẩm gây ra, một liều phòng ngừa có giá trị hơn cả trăm liều chữa trị.
FIL Vietnam (dịch)
BÀI VIẾT MỚI NHẤT
BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
10 sự thật về độ tin cậy và bảo dưỡng
Ngày đăng: 01/04/2024 | Người đăng: FIL | Lượt xem: 273 lượtJoe Kuhn đã chia sẻ những bài học kinh nghiệm của mình trong suốt 32 năm làm việc tại nhà máy.
“Tôi đã làm việc trong các nhà máy sản xuất trong suốt 32 năm. Không phải với tư cách là một nhà cố vấn mà nhiệm vụ của tôi chịu trách nhiệm về kết quả sản suất. Các nhiệm vụ của tôi đảm nhận bao gồm kỹ sư bảo trì, giám đốc bảo trì, giám đốc vận hành, giám đốc nhà máy và giám đốc độ tin cậy và bảo dưỡng toàn cầu. Tôi đã nghỉ hưu và bây giờ đảm nhận với tư cách là nhà cố vấn từ những bài học kinh nghiệm qua thất bại và thành công cho thế hệ sau. Khi bạn lập kế hoạch hành động vào năm 2024, bạn có thể tìm hiểu và đánh giá 10 Sự thật về Độ tin cậy và Bảo dưỡng mà tôi đã khám phá được trong hành trình của mình.”
Tôi có một câu chuyện dài về việc thất bại và học cách trải nghiệm khám phá. Thật khiêm tốn khi nói rằng ngay từ đầu trong sự nghiệp của mình, tôi đã tin vào điều ngược lại với những sự thật này. Có lẽ bây giờ bạn đang đọc một hoặc nhiều cuốn sách với thái độ hoài nghi tương tự. Hãy để tôi giúp bạn hiểu những kết luận này.

1. Hoạt động an toàn của thiết bị.
Ai sẽ chịu trách nhiệm về độ an toàn của chiếc xe của bạn? Thợ bảo dưỡng ở cửa hàng hay bạn là người vận hành? Rõ ràng là ai cũng có phần trách nhiệm. Người vận hành quyết định thời điểm đưa xe vào cửa hàng bảo dưỡng, sau đó đồng ý và thanh toán cho mọi chi phí đã thực hiện. Người vận hành có trách nhiệm lái xe theo đúng thông tin kỹ thuật thiết kế, lưu ý những bất thường về cảm giác (ví dụ: tiếng ồn động cơ) và thực hiện bảo trì nhỏ (ví dụ: bơm hơi vào lốp). Người thợ bảo dưỡng chịu trách nhiệm về chuyên môn kỹ thuật, tư vấn, đề xuất cho các sản phẩm thay thế và thực hiện công việc một cách hiệu quả. Cả hai đều liên quan đến độ an toàn, thiết bị hoạt động bình thường, nhưng rõ ràng người chủ là “người quyết định” và người thợ bảo dưỡng là “cố vấn”. Tại các nhà máy, vai trò của chủ sở hữu là người vận hành và vai trò của cố vấn là các kỹ sư bảo trì và kỹ thuật nhà máy.
2. Mọi hành động bảo trì, bảo dưỡng đều loại bỏ các hư hỏng không đáng có, thiết bị vận hành trơn tru, an toàn.
Tại sao bạn thực hiện việc bảo trì, bảo dưỡng trên thiết bị? Để kéo dài thời gian giữa các lần hư hỏng? Để duy trì tốc độ thiết bị hoạt động an toàn? Để đảm bảo chất lượng sản phẩm? Tại sao chúng ta lập kế hoạch làm việc?
Trả lời: Để cải thiện sự an toàn, hiệu quả làm việc của thiết bị và độ chính xác của người vận hành, thiết bị. Các hành động này làm giảm thiểu các hư hỏng bất ngờ, không đáng có, làm giảm thiểu các yêu cầu cắt giảm chi phí vô lý mà không có tác dụng.
3. Cách duy nhất để phát hiện các vấn đề trong nhà máy của bạn là quan sát, đánh giá các thông tin thật kỹ lưỡng.
Có một khoảng cách lớn giữa những thông tin trong phòng họp thông qua KPI và ý kiến so với thực tế tại xưởng sản xuất. Ý kiến và KPI sẽ định hướng cho bạn, nhưng đừng đánh giá thấp khả năng quan sát, đánh giá của bạn. Tôi khuyên bạn nên quan sát, đánh giá công việc ít nhất là 8 giờ. Ví dụ: Nếu bạn đang xem xét tính hiệu quả của công việc đã được lên kế hoạch, tôi khuyên bạn nên lập ba nhóm, mỗi nhóm hai người để quan sát ba công việc được lên kế hoạch khác nhau trong cả một ca làm việc (mỗi nhóm một công việc). Tôi lặp lại điều này liên tiếp trong ba ngày. Quá trình này không những nêu chi tiết các vấn đề hiện có mà còn phát hiện các phương án cải thiện tốt hơn, công việc sẽ thực hiện nhanh trong vòng chưa đầy 30 ngày. Do đó, hiệu suất làm việc được đảm bảo.
4. Biết được các vấn đề trong nhà máy sẽ định hướng các kế hoạch hành động của bạn.
Việc thực hiện các hành động bảo dưỡng ngẫu nhiên mà không biết rõ các vấn đề tồn tại trong nhà máy của bạn là một điều ngu ngốc. Bạn sẽ không nhận được kết quả mong muốn, điều này sẽ ảnh hưởng đến lòng tin của các nhà đầu tư và ban lãnh đạo của bạn. Kết quả nhanh chóng, hiệu quả, chuẩn xác từ việc ưu tiên giải quyết các vấn đề quan trọng ảnh hưởng đến nhà máy của bạn. Điều này mang lại sự tín nhiệm và niềm tin của nhà đầu tư và ban giám đốc nhà máy.
5. Mọi kỹ thuật viên đến làm việc hôm nay đều muốn tự hào về công việc của mình.
Một quan sát phổ biến tại các nhà máy là thấy những người bảo trì họ chỉ ngồi chơi hay lái xe xung quanh nhà máy chứ không thực hiện công việc của mình; một sự lãng phí rất lớn phải không? Họ có lười biếng không? Trong nhiều năm, tôi đã cố gắng triển khai các hoạt động khác nhau để các nhóm làm việc này cải thiện tình trạng kém hiệu quả. Khi tôi thực hiện quan sát chuyên sâu, đi bộ một dặm bằng đôi giày của họ, tôi nhận ra vấn đề nằm ở tôi. Các nhân viên không phải là vấn đề, chính các hoạt động của tôi đã hạn chế họ. Một thử nghiệm về suy nghĩ: bạn sẽ làm gì khác biệt ở nhà máy của mình nếu bạn thực sự tin rằng hôm nay mọi người đều muốn làm tốt công việc?
6. Thói quen tốt thay đổi từng trải nghiệm một.
Các nhà lãnh đạo mong đợi phải thay đổi một thói quen, một văn hoá tốt. Nhiều năm trước, trong một lớp đào tạo , tôi đã học được rằng thói quen tốt sẽ bắt nguồn từ những trải nghiệm của chúng ta, thúc đẩy niềm tin của chúng ta dẫn đến hành động của chúng ta. Những hành động này tạo ra kết quả. Do đó, thói quen sẽ được thay đổi bằng cách đơn giản là tạo ra những trải nghiệm mới. Thách thức của tôi là tạo ra những trải nghiệm này một cách có chủ đích hàng tuần. Tôi nhận thấy điều này rất có hữu ích
7. Con đường duy nhất để giảm thiểu các hư hỏng thiết bị đột xuất là thực hiện bảo dưỡng theo kế hoạch
Quản lý phòng bảo trì nghĩ rằng: “Chúng tôi sẽ bắt đầu triển khai các biện pháp hành động tốt nhất ngay sau khi chúng tôi xử lý các vấn đề phát sinh đột xuất”. Thật không may, tuần tới, tháng tới và quý tới sẽ còn tồi tệ hơn. Mọi nhà lãnh đạo đều phải tìm cách bắt đầu thực hiện công việc theo kế hoạch ngay hôm nay. Nếu nhà máy của bạn đang bảo trì với kế hoạch là 100%, hãy bắt đầu vào tuần tới với khối lượng công việc là 5% công việc và sau đó tăng tỷ lệ này trong những tuần tới. Bảo trì theo kế hoạch sẽ luôn được ưu tiên hơn so với công việc ngoài kế hoạch nếu không có sự can thiệp của lãnh đạo. Cân nhắc phân công hai người (tổng số nhân viên: 20 người) cho công việc đã lên kế hoạch vào tuần tới. Nói với người quản lý rằng hai người này không thể bị kéo vào công việc bảo trì ngoài kế hoạch, nếu không có sự chấp thuận của lãnh đạo quản lý nhà máy. Cái nhìn sâu sắc: người quản lý sẽ tìm ra những cách khác để hoàn thành công việc mà không cần lôi kéo hai nhân viên kỹ thuật này. Điều này có thể bao gồm việc ưu tiên công việc và làm thêm giờ. Việc duy trì công việc theo kế hoạch phải được ưu tiên.
8. Nhà máy của bạn không khác biệt, cũng như không đặc biệt
Tôi đã dành nhiều thời gian với các nhà tư vấn và lãnh đạo công ty để tranh luận rằng không phải tất cả các biện pháp thực tiễn tốt nhất đều có thể áp dụng được ở nhà máy của tôi vì tình huống đặc biệt của chúng tôi—thiết bị của chúng tôi đã cũ, chúng tôi có một đội ngũ mạnh mẽ nhưng chúng tôi đang thiếu nhân lực, chúng tôi đang sản xuất một sản phẩm, bây giờ không phải là thời điểm tốt vì chúng ta đang tiến hành kiểm toán doanh nghiệp; chúng tôi không có tiền, v.v. Mọi người đều gặp phải những vấn đề này..
Một khi bạn chấp nhận rằng mọi thực tiễn tốt nhất về độ tin cậy và bảo dưỡng nhắm vào việc loại bỏ lãng phí, lý do này sẽ không còn nữa vì mỗi quy trình đều có lãng phí. Tôi tin rằng lý do này đã nảy sinh do sai lầm của công ty là triển khai các phương pháp một cách tùy ý và hy vọng sẽ có kết quả. Điều này luôn thất bại.
9. Các đánh giá về độ tin cậy ít giá trị.
Thường thì, bước khởi đầu của một hành trình về độ tin cậy là một đánh giá từ một chuyên gia. Nhà máy trả 50.000 đô la cho một công ty đến và đưa ra một điểm số về 29 yếu tố cần thiết của một thói quen đáng tin cậy. Nhà máy nhận được một điểm số thấp và một đề xuất để nâng điểm số trong vòng ba năm tới với một mức phí lớn hơn nhiều. Tôi đã phát hiện ra một số nhược điểm nguy hiểm cho phương pháp này:
- Tôi chưa bao giờ trải qua các đánh giá này được dựa việc quan sát chặt chẽ để hiểu rõ các lãng phí của nhà máy mà thay vào đó lấy kiến, chỉ số KPI , kinh nghiệm và một lượng quan sát không đáng kể.
- Tôi không nên ủy thác trách nhiệm của mình, tôi nên tự biết điều này thông qua việc quan sát và biết các phương pháp thực hành tốt nhất. Việc giao phó là một dấu hiệu cho thấy sự thiếu cam kết cần thiết cho sự thay đổi thói quen tốt.
- Các đánh giá không nêu chi tiết mức độ ưu tiên để thực hiện các phương pháp phù hợp nhất. Các hành động đơn giản, có tác động để giải quyết lãng phí không được xác định. Điều này rất quan trọng để đạt được những kết quả nhanh chóng, làm hài lòng nhà đầu tư.
- 000 USD có thể được sử dụng hiệu quả hơn bằng cách thực hiện 10 hoặc nhiều giải pháp từ những quan sát của bạn. Ví dụ: ghi nhãn điểm bôi trơn, kính quan sát, ống hút ẩm và sửa chữa rò rỉ.
- Hầu hết các tổ chức đang tìm kiếm một biện pháp sửa chữa nhanh chóng và hy vọng rằng chúng ta có thể chuyển từ bảo trì đột xuất 100% sang bảo trì theo kế hoạch là 90% trong sáu tháng tới. Bạn đang bắt tay vào một sự thay đổi thói quen tốt mà chúng ta nên thực hiện.
- Các chuyên gia có vai trò tư vấn cho bạn, nhưng đó không phải là việc phát hiện ra vấn đề mà là đào tạo chuyên môn kỹ thuât để giải quyết các vấn đề lãng phí mà bạn cần xử lý.
10. Bạn nên làm các báo cáo phản hồi các tình trạng xử ly vấn để đã được khắc phục
Nếu bạn quan tâm đến việc bảo trì và độ an toàn vận hành thiết bị, bạn cần phải làm các báo cáo về phân tích, xử lý vấn đề được ưu tiên thực hiện. Ví dụ: Nếu bạn giải quyết vấn đề và xử lý các lỗi bôi trơn trên hệ thống động cơ/máy bơm, giảm lỗi từ 25 xuống 10 lỗi trong vòng một năm, làm sao mọi người biết được? Tôi thích nói: “Không ai biết những thất bại mà bạn không gặp phải”. Ghi chép cho việc giảm 15 lỗi, kết hợp với các giải pháp, tính toán mức độ tiết kiệm về thời gian, vật liệu và sản xuất. Tại nhà máy cuối cùng tôi làm việc, chúng tôi đã báo cáo các giải pháp thành công mỗi tuần với lãnh đạo nhà máy. Báo cáo bao gồm hình ảnh về thiết bị, những người liên quan, hành động được thực hiện. Các báo cáo này vô cùng quý giá trong thời kỳ kinh doanh suy thoái không thể tránh khỏi khi ban lãnh đạo đang tìm cách cắt giảm. Độ tin cậy về báo cáo sẽ khuyến khích cắt giảm ở bộ phận khác.
10 Sự thật này đã giúp ích rất nhiều cho tôi và những kết quả mà tôi đạt được nếu bởi tôi biết và chấp nhận 10 sự thật từ đầu trong sự nghiệp của mình. Hãy cân nhắc việc chấp nhận 10 Sự thật này trong sự nghiệp của bạn. Cụ thể, hãy yêu cầu thảo luận về những Sự thật này trong cuộc họp lãnh đạo công ty ở lần kế tiếp.
BÀI VIẾT MỚI NHẤT
BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
Ưu tiên giải quyết vấn đề nguyên nhân cốt lõi để cải thiện hiệu suất tại nhà máy
Ngày đăng: 28/03/2024 | Người đăng: FIL | Lượt xem: 700 lượt
 Công ty cũ, thái độ mới
Công ty cũ, thái độ mới
 Tập trung vào giải quyết vấn đề nguyên nhân gốc rễ
Tập trung vào giải quyết vấn đề nguyên nhân gốc rễ
 Sắp xếp lại các ưu tiên
Sắp xếp lại các ưu tiên
 Những hành động bạn có thể thực hiện vào thứ Hai
Những hành động bạn có thể thực hiện vào thứ Hai
BÀI VIẾT MỚI NHẤT
BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
MÁY NÉN TRUYỀN ĐỘNG TRỰC TIẾP MA SD 2-3
Ngày đăng: 13/10/2021 | Người đăng: FIL | Lượt xem: 3450 lượtMáy nén truyền động trực tiếp tùy chọn với bình chứa
MA SD 2-3 là một hệ thống tích hợp nhỏ gọn và cực kỳ hiệu quả: tất cả những ưu điểm của một máy nén công nghiệp chỉ trong một khoảng không gian nhỏ. Nó được tạo thành từ một đầu bơm khí hiện đại, nhỏ gọn nhất trong lĩnh vực này, tích hợp các thành phần chính của máy nén khí trục vít (đầu khí, bình tách, van điều nhiệt và áp suất tối thiểu, van nạp) và đột phá trong việc lựa chọn vật liệu: lõi thép trong vỏ nhôm.

Nhờ bộ điều khiển điện tử K-Tronic 5, nó đáp ứng nhu cầu về độ tin cậy, hiệu quả và các chức năng điển hình của máy nén trục vít lớn nhất.
Nhờ Hệ thống sưởi ấm bên ngoài, nó cũng được thiết kế để chạy không liên tục.
- Truyền động trực tiếp
- Bắt đầu trực tiếp với chu kỳ tải / chạy không tải
- Nằm trên sàn với tank từ 100lt đến 150lt; xe đẩy khí
- Lưu lượng khí ra 240 đến 360 l / phút ở 10 bar
• Hệ thống chống ngưng tụ

BÀI VIẾT MỚI NHẤT
BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
MÁY NÉN ĐIỀU KHIỂN BẰNG DÂY ĐAI MA SB 4-15 /BDK
Ngày đăng: 13/10/2021 | Người đăng: FIL | Lượt xem: 3255 lượtMáy nén điều khiển bằng dây đai tùy chọn với bình và máy sấy lạnh

Dòng MA SB, nhờ có bằng sáng chế đột phá cho các hệ thống truyền động bằng bánh răng với dầu bôi trơn riêng biệt từ đầu khí dẫn đến không rò rỉ tải, mang lại độ tin cậy cao hơn và vòng đời dài hơn các hệ thống truyền động bằng dây đai.
Các đơn vị nén chỉ được tích hợp vào một đầu không khí với mục đích giảm kích thước tổng thể, giúp việc lắp đặt dễ dàng hơn và giảm chi phí bảo trì.
Là kết quả của một số lượng lớn các cấu hình có sẵn, nó cho phép nhiều lựa chọn tiết kiệm chi phí cho từng nhu cầu sản xuất. Kiểm soát toàn bộ chức năng thông qua một bảng điện tử thân thiện với người dùng.
Kích thước tổng thể giảm và lắp đặt đơn giản là một lá bài chiến thắng để khắc phục các vấn đề về không gian. Tiết kiệm chi phí là rất lớn.
Không tính thêm phí lắp đặt cho máy sấy hút ẩm và các bộ phận của bồn chứa vì chúng được lắp ráp hoàn chỉnh. Không có khí rò rỉ từ các đường ống kết nối.
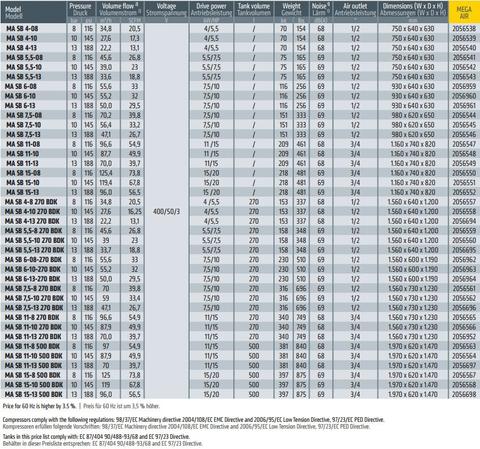
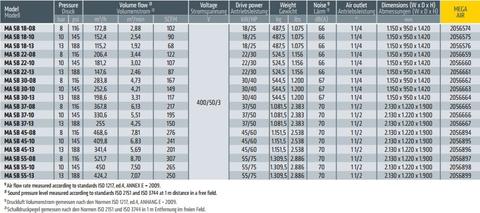
Thông số kỹ thuật
BÀI VIẾT MỚI NHẤT
BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
MÁY NÉN ĐIỀU KHIỂN BẰNG DÂY ĐAI MA SB 18-55
Ngày đăng: 13/10/2021 | Người đăng: FIL | Lượt xem: 2922 lượtMáy nén trục vít truyền động bằng dây đai

Các thành phần chất lượng cao như động cơ điện IP55 với cấp hiệu suất IE3, động cơ quạt IP54, hệ thống khởi động động cơ sao-tam giác, vật liệu điện được lựa chọn theo tiêu chuẩn IEC, UL / cUL, CE theo yêu cầu thị trường, khối vít hiệu suất cao tiêu thụ ít hơn năng lượng được cung cấp theo tiêu chuẩn trong tất cả các sản phẩm của chúng tôi. Thiết kế thân thiện với dịch vụ được thực hiện bằng cách sử dụng bố cục cung cấp khả năng truy cập tức thì vào tất cả các vật phẩm tiêu hao, với nắp bảo vệ tháo lắp nhanh và bộ điều khiển dễ sử dụng giúp giảm thiểu thời gian chết và giảm chi phí bảo trì.
ĐIỀU KHIỂN ĐIỆN TỬ
Máy nén MEGA AIR được trang bị bộ điều khiển vi xử lý dễ sử dụng, mạnh mẽ và bền bỉ với khả năng giao tiếp theo từng dòng sản phẩm đảm bảo hoạt động trơn tru và sản xuất không bị gián đoạn.
CONTROLLER
Chức năng vận hành M / S (Master / Slave-Equal age) mà không yêu cầu bộ điều khiển chính bên ngoài cho 2 máy nén (Giao tiếp ModBus nội bộ, giao diện màn hình thân thiện với người dùng).
KHỐI TRỤC VÍT (SCREW BLOCK)
Khối trục vít bền và được cấp bằng sáng chế cung cấp không khí công suất lớn và được lựa chọn đặc biệt cho yêu cầu công suất của từng kiểu máy. Sản xuất không khí với ít thất thoát không khí hơn, nhờ cấu hình rôto mới và yêu cầu mô-men xoắn thấp hơn. Thiết kế ổ trục thế hệ mới với khả năng chịu tải tăng lên.
HỆ TÁCH DẦU (AIR OIL SEPARATOR)
Thiết kế tách loại quay hoặc nhúng tùy thuộc vào dòng sản phẩm. Máy tách loại chìm Tách hiệu suất cao với thiết kế ba tầng. Tách hiệu quả hơn ở âm lượng thấp hơn với các lớp phân tách đan xen, quấn sâu. Lượng sương mù dầu trong không khí đầu ra thấp – 5 ppm. Bộ tách quay: Thay thế dễ dàng, dễ lắp ráp và tháo rời. Thiết kế không yêu cầu bể tách.
ĐỘNG CƠ CHÍNH VÀ HỆ THỐNG TRUYỀN ĐỘNG (MAIN MOTOR AND DRIVE SYSTEM)
• Động cơ điện IE3 IP55, 400 V / 3 pha / 50 Hz hiệu suất cao với lớp cách điện F Class
- Khởi động động cơ tam giác hình sao
- Dễ dàng lắp ráp và tháo rời với ống lót
- Ròng rọc trên các mô hình đai-puli
MÁY NÉN KHÍ MA SB SERIES
Máy nén dòng MA SB 18-55 được sử dụng an toàn trong tất cả các ứng dụng của các doanh nghiệp vừa và nhỏ nhờ hiệu suất cao khi vận hành. Dịch vụ và cấu trúc nhỏ gọn thân thiện với bảo trì của nó giúp tăng tốc công việc của bạn và giảm thiểu thời gian chết.
Thông số kỹ thuật
BÀI VIẾT MỚI NHẤT
BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
MÁY NÉN TRUYỀN ĐỘNG TRỰC TIẾP MA SD 18-45
Ngày đăng: 13/10/2021 | Người đăng: FIL | Lượt xem: 2865 lượtMáy nén tốc độ cố định truyền động trực tiếp

High quality components such as IP55 electric motors with the IE3 efficiency class, IP54 fan motors, star-delta motor starter system, electrical materials selected according to IEC, UL/cUL, CE standards as per the market requirements, high efficiency screw blocks consuming less energy are provided as standard in all our products. Service-friendly design implemented using a layout that provides instant access to all consumable items, with quick-release protective covers and easy-to-use controllers minimizes downtime and reduces maintenance costs.
ĐIỀU KHIỂN ĐIỆN TỬ
MEGA AIR compressors are equipped with easy to use, robust and long-lasting microprocessor controllers with communication capabilities as per the product line ensure smooth operation and uninterrupted production.
KHỐI TRỤC VÍT (SCREW BLOCK)
Khối vít bền và được cấp bằng sáng chế cung cấp không khí có công suất lớn và được lựa chọn đặc biệt cho yêu cầu công suất của từng kiểu máy. Sản xuất không khí với hiệu suất thể tích cao, nhờ cấu hình rôto mới và yêu cầu mô-men xoắn thấp hơn. Thiết kế ổ trục thế hệ mới với khả năng chịu tải tăng lên.
HỆ TÁCH DẦU (AIR OIL SEPARATOR)
Thiết kế tách loại quay hoặc nhúng tùy thuộc vào dòng sản phẩm. Bộ tách loại chìm. Hiệu suất cao tách biệt với thiết kế ba giai đoạn. Tách hiệu quả hơn ở âm lượng thấp hơn với các lớp phân tách đan xen, quấn sâu. Lượng sương mù dầu trong không khí đầu ra thấp – 5 ppm.
Bộ tách quay: Thay thế dễ dàng, dễ lắp ráp và tháo rời. Thiết kế không yêu cầu bể tách.
ĐỘNG CƠ CHÍNH VÀ HỆ THỐNG TRUYỀN ĐỘNG
Động cơ điện 400V / 3phase / 50Hz, IE 3 IP55 hiệu suất cao với lớp cách điện F Class. Mô hình khớp nối trực tiếp, hệ thống truyền tải lâu dài và hiệu quả nhờ sử dụng khớp nối đàn hồi.
MÁY NÉN KHÍ TRỤC VÍT MA SD SERIES
Máy nén dòng MA SD 18 – 45 được sử dụng an toàn trong tất cả các dòng máy nén MEGA AIR SD series mang lại hiệu suất cao bằng cách giảm tổn thất truyền tải điện nhờ khối trục vít và động cơ được ghép nối trực tiếp. Giảm chi phí vận hành nhờ sử dụng khối trục vít và động cơ thế hệ mới nhất. Các điểm dừng được giảm thiểu với không khí được cung cấp liên tục
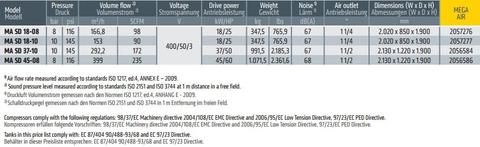
Thông số kỹ thuật
BÀI VIẾT MỚI NHẤT
BÀI VIẾT ĐƯỢC XEM NHIỀU NHẤT
MÁY NÉN TRUYỀN ĐỘNG TRỰC TIẾP MA SD 75-315
Ngày đăng: 13/10/2021 | Người đăng: FIL | Lượt xem: 2779 lượtMáy nén tốc độ cố định truyền động trực tiếp

ĐIỀU KHIỂN ĐIỆN TỬ
Máy nén trục vít MEGA AIR được trang bị bộ điều khiển vi xử lý dễ sử dụng, mạnh mẽ và bền lâu với khả năng giao tiếp theo từng dòng sản phẩm để đảm bảo hoạt động trơn tru và sản xuất không bị gián đoạn.
KHỐI TRỤC VÍT (SCREW BLOCK)
Khối trục vít bền và được cấp bằng sáng chế cung cấp không khí có công suất lớn và được lựa chọn đặc biệt cho yêu cầu công suất của từng kiểu máy Sản xuất không khí với ít thất thoát khí hơn, nhờ cấu hình rôto mới và yêu cầu mô-men xoắn thấp hơn.
Thiết kế ổ trục thế hệ mới với khả năng chịu tải tăng lên.
ĐỘNG CƠ CHÍNH VÀ HỆ THỐNG TRUYỀN ĐỘNG
Động cơ điện 400V / 3 pha / 50 Hz hiệu suất cao, IE3 IP55 với lớp cách điện F Class.
Mô hình khớp nối trực tiếp, hệ thống truyền tải lâu dài và hiệu quả nhờ sử dụng khớp nối đàn hồi.
HỆ TÁCH DẦU (AIR OIL SEPARATOR)
Thiết kế tách loại quay hoặc nhúng tùy thuộc vào dòng sản phẩm. Bộ tách dầu loại chìm
Hiệu suất cao tách biệt với thiết kế ba giai đoạn. Tách hiệu quả hơn ở âm lượng thấp hơn với các lớp phân tách đan xen, quấn sâu. Lượng sương mù dầu thấp trong không khí đầu ra – 3 ppm
SPIN-ON SEPARATOR
Dễ dàng thay thế, dễ dàng lắp ráp và tháo gỡ. Thiết kế không yêu cầu bể tách.
Thông số kỹ thuật